利用仿真技术来研究和分析现实工程系统的运行规律、解决工程问题,越来越成为工业界,无论是系统规划阶段、还是在系统建成后的日常运营优化阶段的重要技术手段。然而,这一根据现实工程系统和解决问题需求进行仿真建模的能力,并非会熟练使用一门计算机语言或仿真软件就自动拥有的。从现场应用工程师到仿真工程师的培养,是一项专业性、实践性很强的工作,需要大量的建模实践才能逐渐掌握的技能。涉及的领域知识包括:
- 生产运营管理技能
- 对生产流程的分析与抽象技能
- 面向目标的逻辑建模能力
- 仿真软件的使用
- 大型程序设计与控制能力
为此,我们编写了大量工程系统仿真的案例教学资料,这些案例来自于各种类型工程行业的典型应用。如汽车制造业、物流行业、化工流程行业等。通过案例来学习来了解工程仿真实践的各个方面,逐步培养自己的工程仿真能力。
❖ 课程收益 ❖
- 了解BHTC-simulation仿真软件的使用
- 掌握BHTC-simulation常用建模元素的设置
- 熟悉生产流程控制规则的建模实现实现
- 能够使用BHTC-simulation建立基本的生产运作系统模型
❖ 必备条件 ❖
- 了解一门计算机编程语言Basic、VB、VBS、C、C++等
- 基本工业工程及生产系统控制理论
- BHTC-simulation学习版软件
❖ 学习版下载❖ ☚
案列1:机加作业仿真
【流程描述】某机加工位只有1个设备进行零件加工。当毛坯零件到达工位时,先进入待加工库存位,等待加工。如果设备空闲,则立即从库存位置取一个毛坯进行机加工。加工过程工艺参数描述如下:
- 假设毛坯到达时间间隔服从均值为10小时的负指数分布。
- 设备为每个毛坯加工时间服从[6,14]小时的均匀分布。
【仿真目标】建立上述零件加工过程的仿真模型,运行100天=2400小时,分析:
- 加工设备利用率;
- 毛坯最大等待队列的最大长度;
- 已完成加工零件的数量
【案例模型下载】
案列2:流水生产线仿真
【流程描述】某生产车间“流水线”式生产线,由四道工序组成:称重、清洗、加工、检测。每道作业工序每次只能加工一个零件,零件长度为1米,工序之间零件依靠输送链运输,每段传送带长度10米,运行速度为1米/分钟,上面可最多允许放置5个零件,往输送链上放置零件时,与前一个零件至少保持0.5米以上的距离。如果输送链因输出阻塞发生零件堆积,零件之间堆积间距0.1米,每道工序的作业时间服从负指数分布,分布均值如下表:
| 工序名称 | 分布均值(分钟) |
| 称重 | 5 |
| 清洗 | 4.5 |
| 加工 | 4 |
| 检测 | 6.0 |
【仿真目标】建立上述流水线作业工序的仿真模型,运行1天= 24*60 = 1440分钟,分析:
- 加工设备利用率;
- 零件在输送链上的堆积情况;
【案例模型下载】
案列3:装配作业仿真
【流程描述】某组装作业工序,对物料A、B进行组装作业,物料A到达系统的时间间隔服从均值为(5,15)的均匀分布。物料B到达系统的时间间隔服从均值为(3,6)的均匀分布。它们到达系统后分别暂存于各自的库存区域,每一次组装作业工序,从库存处取1个A,3个B进行组装,组装作业时间8分钟,组装完成后,放置到热处理工序,进行12分钟的预应力处理,完成后,由拆解工序,将处理好的装配件,再度拆解还原,拆解一个组装好的装配件耗时18分钟,拆解后的散件集中堆放在拆解库存。
【仿真目标】建立上述组装作业工序的仿真模型,运行1天= 24*60 = 1440分钟,分析:
- 加工设备利用率;
- 观察物料装配与拆解前后的变化情况;
【案例模型下载】
案列4:库存控制仿真
【流程描述】某轮胎组装生产线,需要使用来自三种型号的辊子(A,B,C)材料切片来完成一只轮胎的组装。每生产一只轮胎需要三种型号的辊子切片。其中A型号28片,B型号16片,C型号32片,作业节拍30分钟。
在辊子生产工段有三个不同的设备生产三种辊子A,B,C,辊子各自加工节拍分别是36,42,28分钟,这三台机器,只在各自生产辊子的库存少于4时,开始组织生产,辊子原料无限。
开卷设备将辊子分割成用于装配轮胎的切片,开卷设备3台,节拍20分钟,在轮胎设备缺料时组织生产,其中辊子A可切割112片,辊子B为118片, 辊子C 为105片,三台开卷设备的线边库存容量为均500片
【仿真目标】建立上述轮胎生产过程的仿真模型,运行1天= 24*60 = 1440分钟,分析:
- 加工设备利用率;
- 车间产能;
【案例模型下载】
案列6:车间AGV运输仿真
【流程描述】发动机曲轴生产工段以每小时30件的速度加工曲轴,曲轴的毛坯由铸造车间铸造后放在中转库,车间有一辆AGV负责从中转库运送曲轴毛坯至生产工段。车间的布局及相关设备的作业参数如下:
- AGV车辆的停车位距离生产工段35m,距离中转库160m;
- 中转库距生产工段180m;
- AGV空载行驶速度30m/分钟,满载行驶速度8m/分钟;
- AGV一次运送12件毛坯件,装载一次耗时2.5分钟,卸载一次耗时3.5分钟;
- AGV只有在曲轴生产工段毛坯件少于35件时才去中转库取件,否则停靠在停车位;
【仿真目标】试建立上述曲轴车间生产过程的仿真模型,运行1天= 24*60 = 1440分钟,分析车间AGV系统的配送能力。
【案例模型下载】
案列7:天然气管网供应仿真
【流程描述】某地一个天然气供应网络由一个中心站和两个分站构成。中心站的储存能力为10万方、每个分站的储存能力为3万方。两个分站为终端客户供应天然气,终端客户天然气消耗量具有一定的随机性,分站1每小时的消耗量是服从范围(100,200)方/小时的均匀分布,分站2每小时的消耗量是服从范围(85,260)方/小时的均匀分布;中心站既要满足两个分站的天然气需求,也要向其终端用户供应天然气,中心站终端客户的需求速率为服从范围(150,350)方/小时的均匀分布。
期初中心站罐容6.5万方,两个分站的罐容分别是1.2万方,中心站与两个分站之间的输送管道充满,管容均为1000方。
当中心站储气储量降低至3万方时,其上游供应商输送一个批次天然气,输送速率为1200方/小时,直到充满罐容的95%。
当两个分站天然气储量降低至1万方时,中心站按照速率400方/小时向分站运送天然气,直至充满罐容的95%。
【仿真目标】试建立上述天然气管网供应系统的仿真模型,运行30天= 24*30 = 720小时,观察与分析该地天燃气供应网络的运行与产能情况。
【案例模型下载】
案列8:员工伺服路由仿真
【流程描述】某车间有两台加工设备加工一种零件。其中第一台加工设备的开动需要人工伺服。它每次开机需要三名员工到场伺服,加工节拍为25分钟,且该设备完成加工后,需要继续使用一名员工将加工好的零件运送到第二台加工设备的线边库存,第二台设备从自己的线边库存取得毛坯件进行加工,加工节拍为20分钟。第一台设备的毛坯上料没有限制,每次完成加工,可以随时取用。
车间配备有员工班组,共计5人,在车间运作期间始终处于当班状态。当员工在没有任务时,可在伺服设备原地或回到休息室休息。流程期初,员工都待在休息室等待任务。出于安全考虑,员工在车间内行走只能沿着车间事先设置好的路网通道行走。员工行走速度为10米/分钟,车间设备布局与路网构成如下图所示:
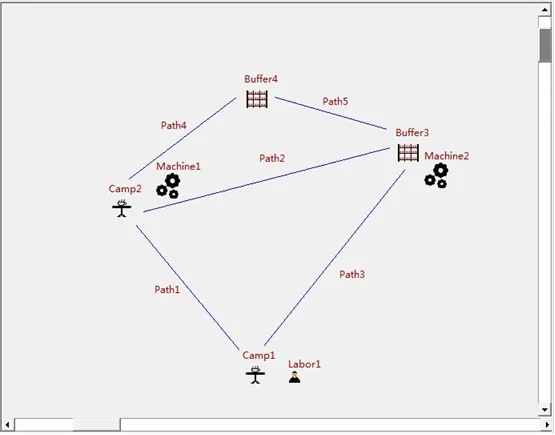
【仿真目标】试建立上述车间生产过程的仿真模型,运行1天 = 24*60 = 1440分钟,分析车间的生产能力。
【案例模型下载】