2. 工厂系统定义
这一阶段的建模任务,就是以制造单元为单位,划分出当前的生产系统的构成。在离散制造业中,通常一个是按照工位划分制造单元的,因此系统定义就是指,分析出当前生产系统由多少个工位构成、每个工位的制成品信息、库存信息、作业计划信息等。当每个工位的这些信息都明确定义下来,就完成了对整体生产系统的生产活动建模表达。
按照在生产运行过程中,工位的启、停控制逻辑的不同,可把这些工位分成两大类型:
- 拉式工位
“拉式”工位就是指,该工位的启、停仅由工位制成品库存量制约。 一个拉式工位可以生产多种物料,工位的制成品物料的库存水平,因为下一道工序工位的取用而减少,当某种制成品物料库存水平低于其安全库存水平时,则工位启动运行,生产该种物料。一般地,当工位转换生产不同的制成品物料时,需要消耗一定的换模时间,为减少这一没有产出的时间花费,一旦工位开始生产某种物料时,工位就一直连续生产该种物料,直至达到该物料的最大库存水平时停止。
- 推式工位
“推式”工位就是指,该工位的启、停不仅由工位制成品库存量制约,还受制于生产系统对当前这个工位下达的作业计划。 与“拉式”工位相同,“推式”工位的启动运行,也由制成品物料库存量的减少而触发,但在连续作业时,系统会累计每种物料当日的产出量,一旦累计的产出量达到当日生产系统下达的该种物料在该工位的产量水平时,则该工位就停止该品种物料的生产,而不论其库存水平是否少于其对应的安全库存水平。当日工作时间结束后,BHTC Simulation仿真系统不会将前一工作日未完成的作业计划累计到下一工作日计划中,工位次日的启、停控制,仅由次日计划决定。
一般的,由“拉式”工位构成的生产系统,称之为“拉式生产系统”,同理,由“推式”工位构成的生产系统称之为“推式生产系统”,以及由这两种类型的工位混合构成的“混合式”生产系统。BHTC Simulation系统提供了分别描述上述两种类型工位的建模元素,借助这些更大“粒度”的仿真建模元素,可快速建立生产系统整体的模型表达,过程如下:
2.1拉式工位节点创建
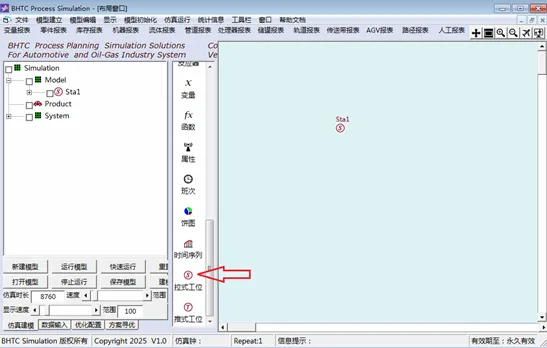
打开BHTC Simulation软件,下面通过“设计模版”来快速创建“拉式工位”模型元素。向下拖动设计模版右侧的滑动条,找到“设计模版”区域中的“拉式”工位图标  ,鼠标单击该图标并将鼠标指针移动到模型布局区域,将鼠标移动至合适位置再次单击鼠标左键,完成该“拉式工位”模型元素在模型布局区域的显示定位。如下图所示:
,鼠标单击该图标并将鼠标指针移动到模型布局区域,将鼠标移动至合适位置再次单击鼠标左键,完成该“拉式工位”模型元素在模型布局区域的显示定位。如下图所示:
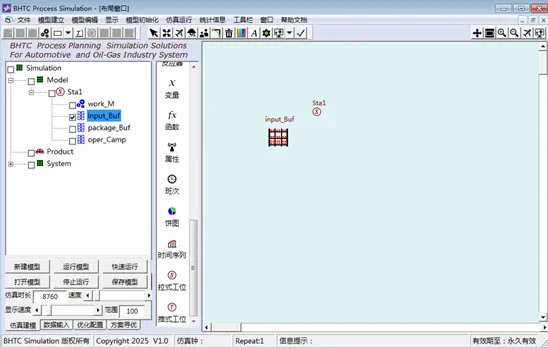
这时我们看到在屏幕左侧的模型结构树上出现了该“拉式工位节点”,鼠标单击该节点左侧的“+”号展开该节点元素如下图所示:
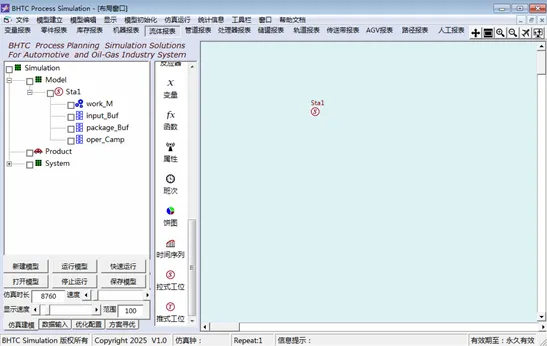
这四个内建节点元素:“input_Buf”、“package_Buf”、“oper_Camp”、“work_M”是该“拉式”工位与模型中其它模型元素交互的接口元素。 其中“input_Buf”元素用来接收来自其它工位的物料包裹,“package_Buf”元素用来存储当前工位产出的、并打包好成包裹准备向其它工位转运的物料包裹,如果该工位的操作还需要人工伺服,则“oper_Camp”用来驻留和存储该该工位的人工,“work_M”即为工位的加工设备元素。
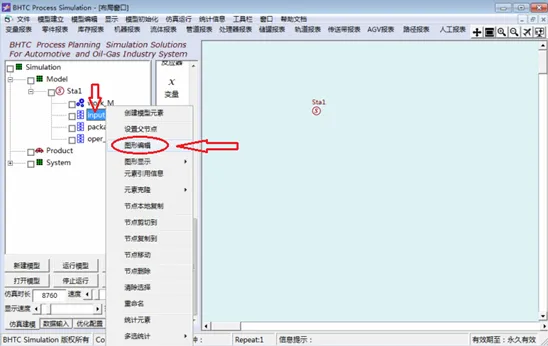
为了形成该工位完成的可视化表达,还可进一步,为这些内建元素建立它们在布局区域的可视化显示。以“input_Buf”为例:在模型结构树上右键单击该节点,从系统弹出的下拉快捷菜单中选择“图形编辑”菜单项,如下图所示:
这时系统进入下图所示的“图形编辑”模式,鼠标点击工具栏上的“绘制设备图标”按钮 
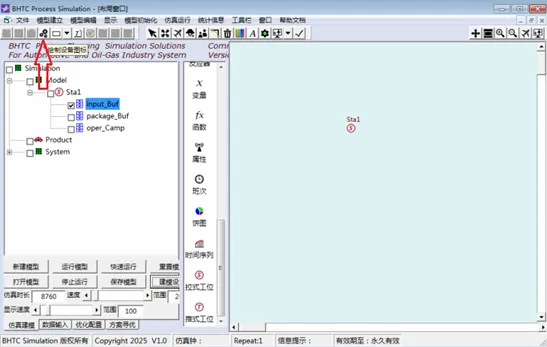
点击工具栏上的“绘制设备图标”按钮 后,系统在屏幕布局右侧打开设备图标库显示界面,如下图所示,通过操作界面上的“上下”与“左右”的滑动条,导览设备图标库。
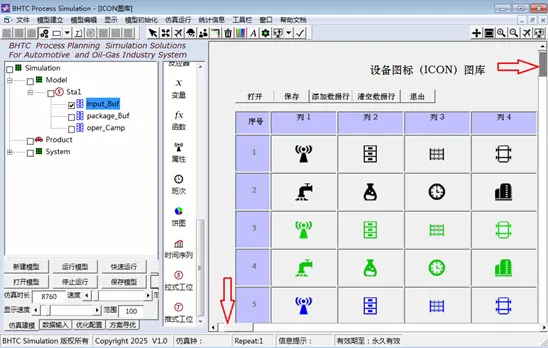
鼠标双击设备图标库中想选用的代表“input_Buf”的图标,这时,系统退出“设备图标库”显示界面,恢复屏幕布局区域显示,然后将鼠标移动至“该拉式”工位显示区域的合适位置,再次鼠标单击,完成“input_Buf”元素的显示定位,如下图所示:
依次类推,可给工位节点的其它内建节点元素,建立其可视化表达。
【备注1】
建立工位元素内建节点的可视化表达并不是必要的步骤,如果希望在仿真运行的过程中,展示出物料转运或者人员伺服的动画过程,则需要建立这些内建元素的可视化表达,否则不必要。
【备注2】
除了使用设计模版元素来定义“拉式”工位元素,还可用前面章节介绍的“自定义模型元素”的方法定义“拉式”工位元素。
通过上述操作,在模型结构树上生成了“拉式”工位模型节点元素,接下来,需要输入描述该工位生产活动的各种工艺参数,即进行模型元素的细节定义,使之成为可仿真运行的“活的”现实工位元素。过程如下:
2.2工位基础参数定义
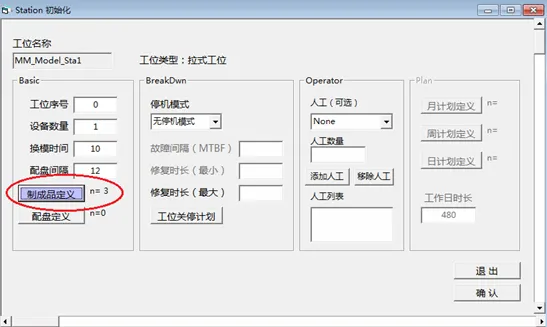
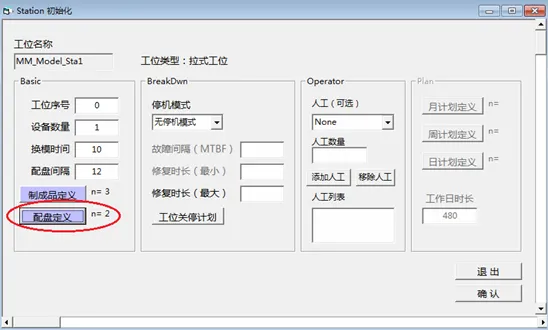
在模型结构树上,鼠标双击“拉式”工位元素节点Sta1,系统弹出如下图所示的“拉式”工位元素属性定义对话框,在对话框中有工位四个属性定义框,分别是工位基础参数定义框“Basic”、工位故障模式定义框“BreakDwn”、工位人工伺服定义框“Operator”和工位作业计划定义框“Plan”。其中工位作业计划定义框仅用于“推式”工位元素,在“拉式”工位定义模式下,该属性定义框处于非激活状态。
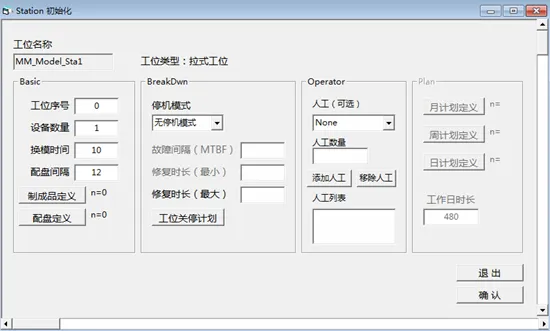
基础工位参数包括以下内容:
- 工位序号
即工位编号。在BHTC Simulation面向“产品与过程”的建模框架下,生产场景中所有的工位都统一编号,无论是单纯的库存位还是加工工位、还是用于物料临时转运处理的工位如升降机、打包环节、人工操作环节等等,都统一赋予唯一不重复的工位编号,根据实际建模情况,在“工位序号”文本框中输入,该工位的编号。
- 设备数量
是指该工位共有多少台加工设备。根据实际建模情况,在“设备数量”文本框中输入该工位加工设备的数量。
- 换模时间
是指当工位加工的零件种类发生变化时,设备重新复位或者调整工装所花费的时间。根据实际建模情况,在“换模时间”文本框中输入该工位的换模时间。
- 配盘间隔
是指在工位的运行过程中,不断地产出各种物料,这些不同种类的物料需要根据转运的需要,把它们分门别类的整理、配盘和打包,放置到工位向外运输的转运点即“package_Buf”元素处。但这一工作并不是随时随地一直在进行中,而是有一定的时间间隔,比如5分钟,10分钟处理一次,甚至是几个小时。根据实际建模需要,在“配盘间隔”文本框中输入该间隔时间。
2.3工位制成品定义
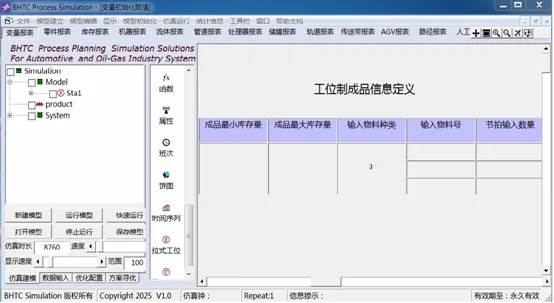
工位制成品定义就是明确该工位制造哪几种产品,每种产品又都是通过哪几种毛坯物料产品生产出来的,这些制成品的初始库存量、加工节拍等等信息,这些都是工位运行的先决条件。点击基础参数定义框“Basic”底部的“制成品定义”按钮,系统在屏幕右侧的模型布局区域展示出该工位制成品信息数据表,如下:
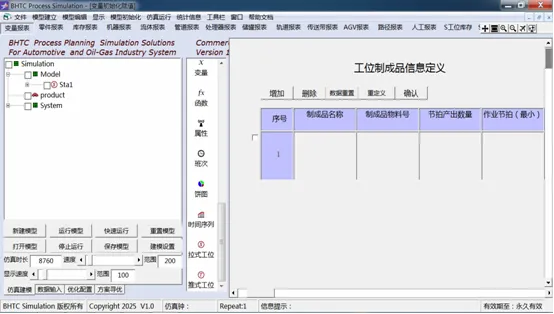
工位制成品信息定义数据表中有12列内容,向右拖动屏幕底部的滑动条,可观察全部的数据表头内容。点击表头上部的“增加”、“删除”按钮,可对当前生产工位所生产的产品种类,进行“增加”和“删除”操作。在数据表第9列“输入物料种类”数据列中,输入生产每种产品所需要的物料种类数后,系统会自动进行数据行的插入操作,补齐描述这些物料信息所需要的数据行。比如,在第一制成品数据行的“输入物料种类”列的数据单元格内输入“3”,则工位制成品信息数据表变化如下所示:
经过上述操作即可确定描述“拉式”工位制成品信息的数据表结构,接下来,就是根据工厂系统对该工位的实际定义来填写数据表中相应的内容。工位制成品信息数据表的表头名称与定义内容如下:
| 表头项目 | 定义 | 输入数据类型 |
| 制成名称 | 同左 | 字符串 |
| 制成品物料号 | 制成品的物料号 | 字符串 |
| 节拍产出数量 | 当工位生产该品种物料时,一个加工循环产出该物料的数量 | 数值 |
| 作业节拍(最小) | 同左 | 数值 |
| 作业节拍(最大) | 同左 | 数值 |
| 初始制成品库存量 | 同左 | 数值 |
| 制成品最小库存量 | 同左 | 数值 |
| 制成品最大库存量 | 同左 | 数值 |
| 输入物料种类 | 同左 | 数值 |
| 输入物料号 | 指制造当前制成品数据行的成品物料所需要的毛坯物料号 | 字符串 |
| 节拍输入数量 | 输入物料的数量 | 数值 |
| 初始输入库存量 | 同左 | 数值 |
| 备注 | 备注 | 字符串 |
【备注1】
当需要删除之前所定义的产品数据行信息,需要先勾选“序号”数据列左侧的复选框,以选中该制成品序号数据行,然后再点击数据表头上方的“删除”按钮,删除该制成品数据行信息。
【备注2】
点击数据表头上方的“数据重置”按钮,则系统会清空所有之前输入的制成品数据行信息。
工位制成品信息输入完成后,点击表头上方的“确认”按钮,退出当前的数据表格,系统重新回到前面的“Station初始化”对话框,并且“制成品定义”按钮已变成浅蓝色显示,提示当前工位已经有制成品信息定义,按钮旁边的“n=3”字符提示,本工位已经有了三种制成品的定义信息。
2.4工位配盘定义
工位的配盘定义就是指在工位的运行过程中,不断地产出各种物料,这些不同种类的物料需要根据转运的需要,把它们分门别类的整理、配盘和打包,放置到工位向外运输的转运点即“package_Buf”元素处。“配盘”是汽车、工程机械、消费电子等离散制造行业广为使用的物流配送术语。是指物料在由前一工位向后一工位转运时,为了后道工序的使用方便,经常将在后道工序一起使用的不同种物料,按照后道工序使用的数量要求,把它们整备成一套(一盘)来集中进行配送,、那么是哪几种物料整备成一盘,又多少盘的这样的物料配成一个物流包(包裹,Package)都在工位配盘定义中完成。
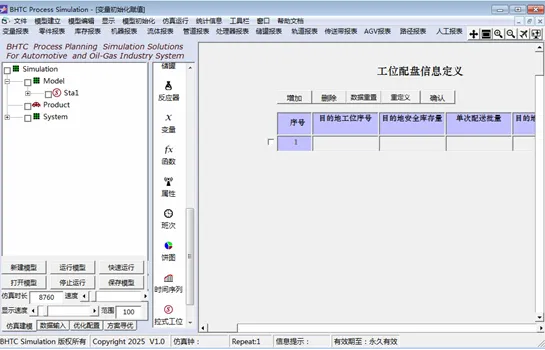
点击基础参数定义框“Basic”底部的“配盘定义”按钮,系统在屏幕右侧的模型布局区域展示出该工位制成品配盘定义信息数据表,如下:
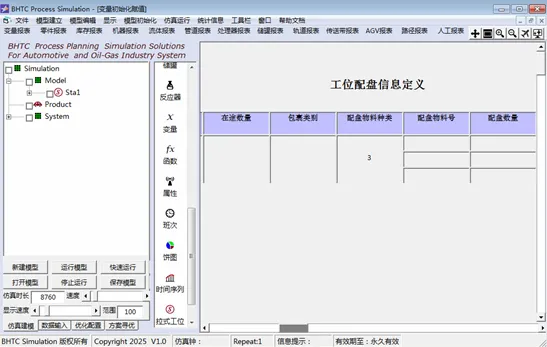
工位配盘信息定义数据表中有11列内容,向右拖动屏幕底部的滑动条,可观察全部的数据表头内容。点击表头上部的“增加”、“删除”按钮,可对当前工位配盘操作的种类,进行“增加”和“删除”操作。在数据表第7列“配盘物料种类”数据列中,输入当前配盘操作所需要的物料种类数后,系统会自动进行数据行的插入操作,补齐描述这些物料信息所需要的数据行。比如,在第一个配盘操作数据行的“配盘物料种类”列的数据单元格内输入“3”,则工位配盘信息数据表变化如下所示:
经过上述操作即可确定描述当前工位配盘操作的数据表结构,接下来,就是根据工厂系统对该工位的实际配盘操作内容,来填写数据表中相应的内容。工位配盘信息定义数据表的表头名称与定义内容如下:
| 表头项目 | 定义 | 输入数据类型 |
| 目的地工位序号 | 同左 | 数值 |
| 目的地安全库存量 | 当目的地该配盘的货盘数少于该数值时,则当前工位启动该配盘操作。 | 数值 |
| 单次配送批量 | 该配盘物料的最低起运量,相当于一个物流包裹含有几盘该配盘的物料。 | 数值 |
| 在途数量 | 已经被运走,离开该工位且未送达其目的地的该配盘物料的盘数。 | 数值 |
| 包裹类别 | 同左 | 字符串 |
| 配盘物料种类 | 同左 | 数值 |
| 配盘物料号 | 同左 | 字符串 |
| 配盘数量 | 同左 | 数值 |
| 备注 | 同左 | 字符串 |
【备注1】
当需要删除之前所定义的配盘数据行信息,需要先勾选“序号”数据列左侧的复选框,以选中该配盘序号数据行,然后再点击数据表头上方的“删除”按钮,删除该配盘数据行信息。
【备注2】
点击数据表头上方的“数据重置”按钮,则系统会清空所有之前输入的配盘数据行信息。
工位配盘信息输入完成后,点击表头上方的“确认”按钮,退出当前的数据表格,系统重新回到前面的“Station初始化”对话框,并且“配盘定义”按钮已变成浅蓝色显示,提示当前工位已经有工位配盘信息定义,按钮旁边的“n=2”字符提示,本工位已经有了二种配盘操作的定义信息。
2.5故障工况定义
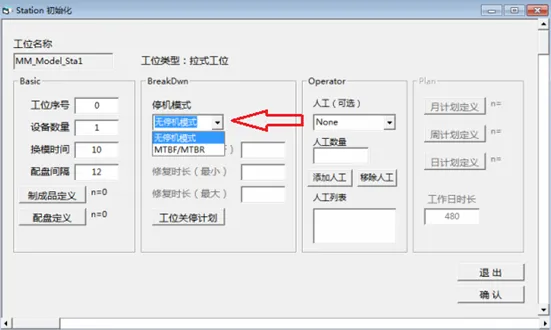
BHTC Simulation为工位运行提供了三种常用的故障工况模式:
- 无故障工况
是指该工位在仿真运行过程中,一直处于待机工作状态,没有停机事件的发生。
- MTBF/MTBR工况
当工位模型开始仿真运行时,每经历“故障间隔”参数所输入的时间间隔,工位的加工设备就被触发一次故障,接着设备在经历“修复时长”参数所输入的时间间隔后,设备恢复正常工作。MTBF/MTBR工况即“Machine”建模元素的“Available Time”故障模式,用来描述生产线上那些当班的设备的故障行为,即只要工位处于“当班”状态(或者“加电”状态),不论它是否进行加工处理操作,系统都按照固定的时间间隔去触发该设备的故障状态。
- 计划停机工况
即工位按照事先规定的时间停机与复位。
前两种故障工况模式,可通过“BreakDwn”参数定义框中的停机模式选择框进行选择切换,如下图所示:
点击“BreakDwn”参数定义框底部的“工位关停计划”按钮,系统在屏幕右侧的模型布局区域展示出该工位计划停机信息定义数据表,如下:
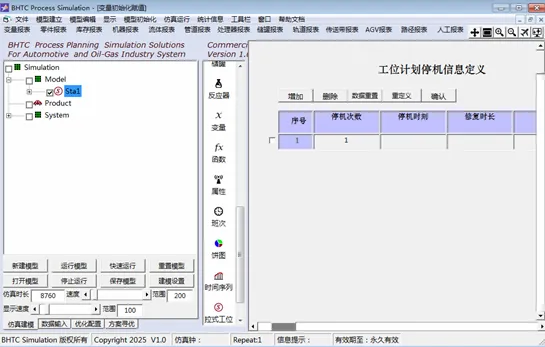
工位计划停机信息定义数据表中有5列内容,向右拖动屏幕底部的滑动条,可观察全部的数据表头内容。点击表头上部的“增加”、“删除”按钮,可对当前工位计划停机模式的种类,进行“增加”和“删除”操作。在数据表第1列“停机次数”数据列中,输入当前计划停机模式的停机次数后,系统会自动进行数据行的插入操作,补齐描述这些停机信息所需要的数据行。比如,在第一个计划停机模式数据行的“停机次数”列的数据单元格内输入“5”,则工位计划停机信息数据表变化如下所示:
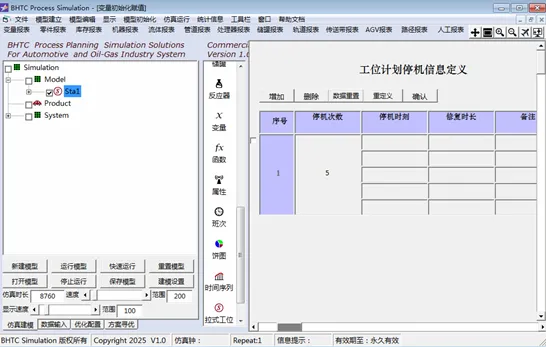
经过上述操作即可确定描述当前工位计划停机模式的数据表结构,接下来,就是根据工厂系统对该工位的实际计划停机要求,来填写数据表中相应的内容。
【备注1】
当需要删除之前所定义的计划停机模式数据行信息,需要先勾选“序号”数据列左侧的复选框,以选中该计划停机模式数据行,然后再点击数据表头上方的“删除”按钮,删除该计划停机模式数据行信息。
【备注2】
点击数据表头上方的“数据重置”按钮,则系统会清空所有之前输入的计划停机模式数据信息。
工位的计划停机模式定义信息输入完成后,点击表头上方的“确认”按钮,退出当前的数据表格,系统重新回到前面的“Station初始化”对话框,并且“工位关停计划”按钮已变成浅蓝色显示,提示当前工位已经有工位关停的信息定义,如下图所示:

2.6人工伺服定义
当工位的操作需要人工伺服时,可通过工位初始化对话框中“Operator”参数定义框提供的菜单项进行工位伺服人工的添加、删除操作:
- 添加人工操作
点击“Operator”参数定义框中的“人工”下拉选择框,可从选择模型中已经事先定义的“人工”列表中,选择需要伺服当前工位的人工,在“人工数量”参数框中,输入需要该类型人工的数量,然后点击该输入框下面的“添加人工”按钮。即可完成添加工位伺服人员的操作。
- 移除人工操作
在“Operator”参数定义框中的“人工列表”框中,点击选择需要移除的人工,然后点击列表框上方的“移除人工”按钮。即可完成该伺服人员的移除操作。
【备注1】
工位伺服人工的添加、移除操作可多次重复进行。
2.7推式工位节点创建
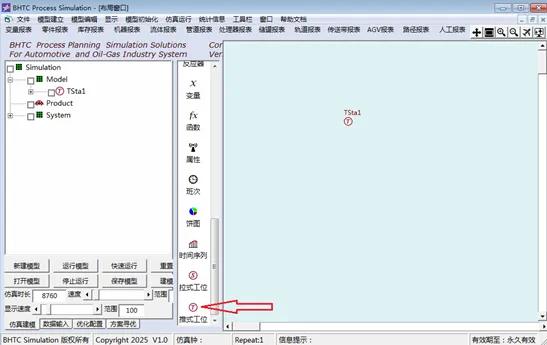
“推式”工位模型节点的创建过程与“拉式”工位节点的创建过程相同,也可使用“设计模版”元素来快速创建:打开BHTC Simulation软件,找到“设计模版”,向下拖动设计模版右侧的滑动条,找到“设计模版”区域中的“推式”工位图标  ,鼠标单击该图标并将鼠标指针移动到模型布局区域,将鼠标移动至合适位置再次单击鼠标左键,完成该“推式工位”模型元素在模型布局区域的显示定位。如下图所示:
,鼠标单击该图标并将鼠标指针移动到模型布局区域,将鼠标移动至合适位置再次单击鼠标左键,完成该“推式工位”模型元素在模型布局区域的显示定位。如下图所示:
这时我们看到在屏幕左侧的模型结构树上出现了该“推式工位节点”,鼠标单击该节点左侧的“+”号展开该节点元素如下图所示:
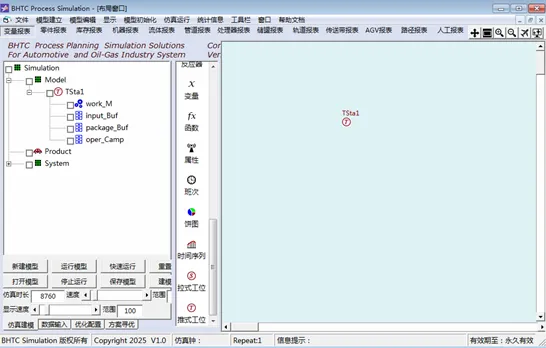
这四个内建节点元素:“input_Buf”、“package_Buf”、“oper_Camp”、“work_M”是该“推式”工位与模型中其它模型元素交互的接口元素。 其中“input_Buf”元素用来接收来自其它工位的物料包裹,“package_Buf”元素用来存储当前工位产出的、并打包好成包裹准备向其它工位转运的物料包裹,如果该工位的操作还需要人工伺服,则“oper_Camp”用来驻留和存储该工位的人工,“work_M”即为工位的加工设备元素。
为了形成该工位完成的可视化表达,还可进一步,根据建模需要,为这些内建元素建立它们在布局区域的可视化显示。操作与创建“拉式”工位内建元素的可视化表达方法相同,可参见本章2.1节相关内容。
通过上述操作,在模型结构树上生成了“推式”工位模型节点元素,接下来,需要输入描述该工位生产活动的各种工艺参数,即进行模型元素的细节定义,使之成为可仿真运行的“活的”现实工位元素。过程如下:
2.8推式工位参数定义
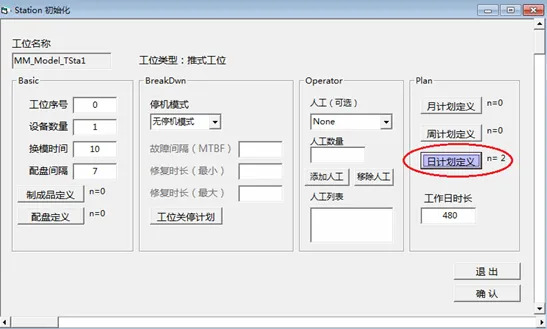
在模型结构树上,鼠标双击“推式”工位元素节点TSta1,系统弹出如下图所示的“推式”工位元素属性定义对话框,在对话框中有工位四个属性定义框,分别是工位基础参数定义框“Basic”、工位故障模式定义框“BreakDwn”、工位人工伺服定义框“Operator”和工位作业计划定义框“Plan”。

其中前三项的工位参数定义内容与“拉式”工位相应的参数定义内容与定义方法相同,可参见本章前面2.2节至2.6节的相关内容。作业计划参数定义框是“推式工位”所独有的内容,所谓工位作业计划,就是描述工位制造的产品类型与计划产量构成的字符串序列,在连续生产的条件下,这一字符串序列长度不确定且有无限多可能的组合。BHTC Simulation提出使用的基于“日计划模式”、“周计划模式”来定义和描述工位生产作业计划的方法,简洁、灵活和高效,可以表达任意复杂的生产作业计划序列。定义过程介绍如下。
2.9工位日作业计划定义
工位日作业计划就是指工位每天(或者每一个班次)生产哪几种产品,每种产品数量是多少。假设某工位生产4种类型的产品,产品型号分别是:A、B、C、D,第一天生产2个A,5个B,3个C,4个D,我们使用代表产品类型的字母与代表该种产品的计划数量组成的字符串序列来表示一个工位的“日计划模式”,这样工位开工第一天的作业计划就表示成:2A5B3C4D。在连续生产的条件下,工位的日作业计划不是持续进行保持不变的,经常会发生变化。通常,一个工位可按多个不同的产品组合来组织生产,即有多个“日计划模式”。比如工位可能连续3天使用第一种的“日计划模式”,接着后面2天使用第二种“日计划模式”控制生产。
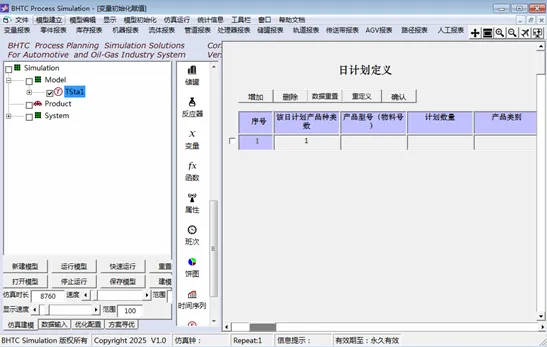
工位日计划定义就是定义出该工位在连续生产的仿真周期内,共有几个日计划模式,及其对应的产品组合。定义过程如下:点击“Plan”参数定义框底部的“日计划定义”按钮,系统在屏幕右侧的模型布局区域展示出该工位日计划定义数据表,如下:
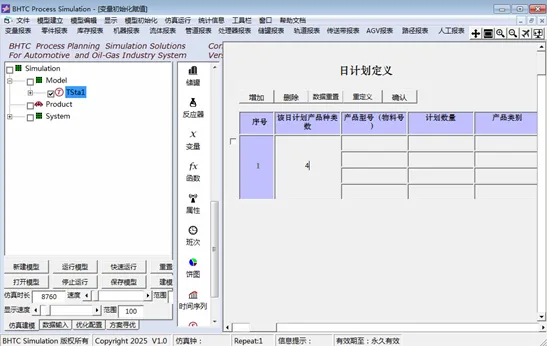
工位日计划定义数据表中有5列内容,向右拖动屏幕底部的滑动条,可观察全部的数据表头内容。点击表头上部的“增加”、“删除”按钮,可对当前生产工位在仿真周期内的日计划模式,进行“增加”和“删除”操作。在数据表第1列“该日计划产品种类数”数据列中,输入该日计划模式生产的物料种类数后,系统会自动进行数据行的插入操作,补齐描述这些物料信息所需要的数据行。比如,在第一个“日计划模式”数据行第1列的数据单元格内输入“4”,则工位日计划数据表变化如下所示:
经过上述操作即可确定描述“推式”工位“日计划模式”定义的数据表结构,接下来,就是根据工厂系统对该工位的“日计划模式”的实际定义来填写数据表中相应的内容。工位日计划信息数据表的表头名称与定义内容如下:
| 表头项目 | 定义 | 输入数据类型 |
| 该日计划产品种类数 | 即该日计划模式下,工位生产的产品种类数 | 数值 |
| 产品型号(物料号) | 同左 | 字符串 |
| 计划数量 | 同左 | 数值 |
| 产品类别 | 即对生产的产品进行大类别的划分,比如第一种产品与第二种产品属于一个类别A等 | 字符串 |
| 备注 | 同左 | 字符串 |
【备注1】
当需要删除之前所定义的“日计划模式”数据行信息,需要先勾选“序号”列左侧的复选框,以选中该“日计划模式”数据行,然后再点击数据表头上方的“删除”按钮,删除该“日计划模式”数据行信息。
【备注2】
点击数据表头上方的“数据重置”按钮,则系统会清空所有之前输入的“日计划模式”数据行信息。
工位的日计划定义信息输入完成后,点击表头上方的“确认”按钮,退出当前的数据表格,系统重新回到前面的“Station初始化”对话框,并且“日计划”按钮已变成浅蓝色显示,提示当前工位已经有了“日计划模式”定义,按钮旁边的“n= 2”字符提示,本工位已经有了2种“日计划模式”定义信息。
2.10工位周作业计划定义
工位周作业计划定义就是定义一周5天,每一天生产所使用的“日计划模式”是哪一个。假定当前工厂系统共有9种“日计划作业模式”,分别以1-9的数字代表它们的“日计划模式”的序号,字母A、B、C、D、E分别代表周一到周五,那么我们可用代表日期的字母与代表“日计划模式”的数字组成的字符串序列,比如:A2B4C2D3E8,表示工位的一个“周计划模式”,其含义为周一使用“日计划模式”2生产一天,周二使用“日计划模式”4生产一天,周三又使用“日计划模式”2生产一天,周四使用“日计划模式”3生产一天,周五使用“日计划模式”8生产一天。
在连续生产的条件下,比如在一个月中,工位的周作业计划不是持续进行保持不变的,经常会发生变化。因此,一个工位可有多个“周计划模式”。比如工位在一个月中可能前两周连续使用第一种的“周计划模式”组织生产,接着后面2周使用第三种“周计划模式”组织生产。
工位周计划定义就是定义出该工位在连续生产的仿真周期内,共有几个“周计划模式”,定义过程如下:点击“Plan”参数定义框底部的“周计划定义”按钮,系统在屏幕右侧的模型布局区域展示出该工位周计划定义数据表,如下:
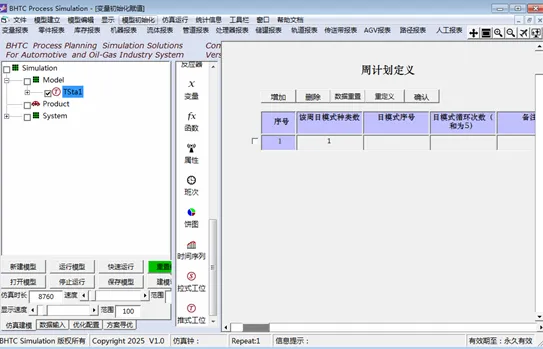
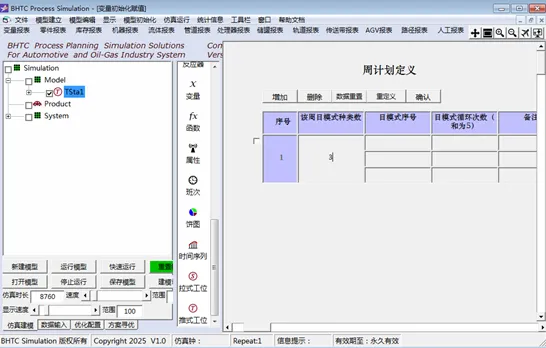
工位周计划定义数据表中有4列内容,向右拖动屏幕底部的滑动条,可观察全部的数据表头内容。点击表头上部的“增加”、“删除”按钮,可对当前生产工位在仿真周期内的周计划模式,进行“增加”和“删除”操作。在数据表第1列“该周日模式种类数”数据列中,输入该“周计划模式”所含有的“日计划模式”种类数后,系统会自动进行数据行的插入操作,补齐描述这“日计划模式”信息所需要的数据行。比如,在第一个“周计划模式”数据行第1列的数据单元格内输入“3”,则工位周计划数据表变化如下所示:
经过上述操作即可确定描述“推式”工位“周计划模式”定义的数据表结构,接下来,就是根据工厂系统对该工位的“周计划模式”的实际定义来填写数据表中相应的内容。工位周计划信息数据表的表头名称与定义内容如下:
| 表头项目 | 定义 | 输入数据类型 |
| 该周日模式种类数 | 即该周计划模式下共有多少个“日计划模式” | 数值 |
| 日模式序号 | 同左 | 数值 |
| 日模式循环次数 | 即该日模式在本周使用几次。每周有5个工作日,因此每周各个日模式循环次数之和等于5 | 数值 |
| 备注 | 同左 | 字符串 |
【备注1】
当需要删除之前所定义的“周计划模式”数据行信息,需要先勾选“序号”数据列左侧的复选框,以选中该“周计划模式”序号数据行,然后再点击数据表头上方的“删除”按钮,删除该“周计划模式”数据行信息。
【备注2】
点击数据表头上方的“数据重置”按钮,则系统会清空所有之前输入的“周计划模式”数据行信息。
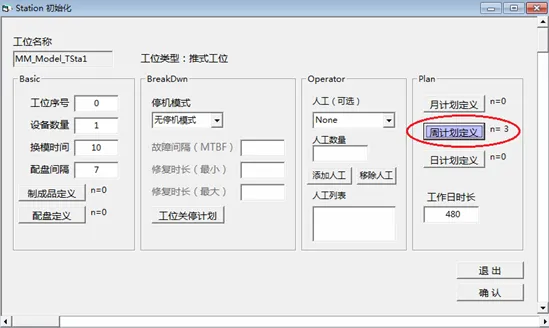
工位的周计划定义信息输入完成后,点击表头上方的“确认”按钮,退出当前的数据表格,系统重新回到前面的“Station初始化”对话框,并且“周计划”按钮已变成浅蓝色显示,提示当前工位已经有了“周计划模式”定义,按钮旁边的“n= 3”字符提示,本工位已经有了3种“周计划模式”定义信息。
2.11工位月作业计划定义
工位的月作业计划定义就是定义一个月四个星期,每一周生产所遵循的“周计划模式”是哪一个。假定当前工厂系统共有6种“周计划作业模式”,分别以1-6的数字代表“周计划模式”的序号,字母E、F、G、H分别代表本月的第一周到第四周,那么我们可用代表周次的字母与代表“周计划模式”的数字组成的字符串序列,比如:E3F5G1H1,表示一个工位的某个月的生产作业计划,其含义为第一周使用“周计划模式”3生产一周,第二周使用“周计划模式”5生产一周,第三周使用“周计划模式”1生产一周,第四周又使用“周计划模式”1生产一周。
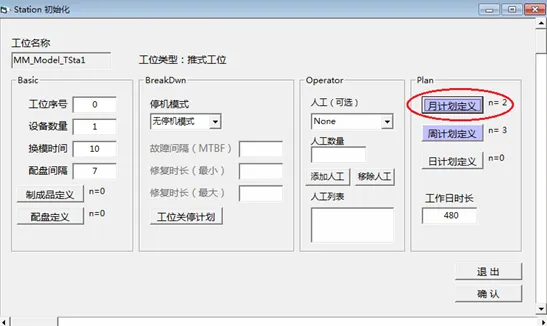
以此类推,我们可以定义出,在连续生产的仿真周期内,每一个自然月的工位作业计划。定义过程如下:点击“Plan”参数定义框中的“月计划定义”按钮,系统在屏幕右侧的模型布局区域展示出该工位月计划定义数据表,如下:
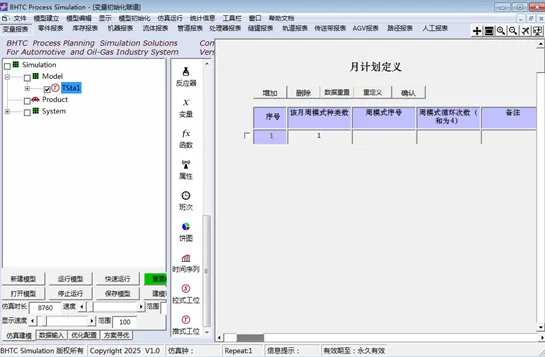
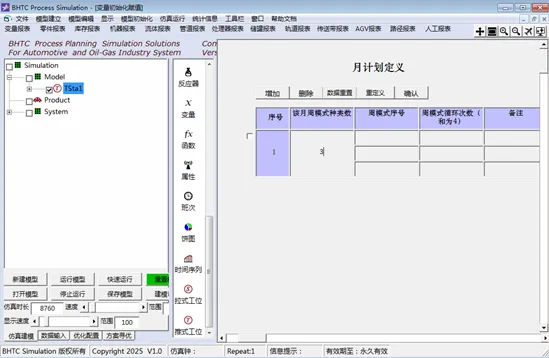
工位月计划定义数据表中有4列内容,向右拖动屏幕底部的滑动条,可观察全部的数据表头内容。点击表头上部的“增加”、“删除”按钮,可对当前生产工位在仿真周期内的月计划,进行“增加”和“删除”操作。在数据表第1列“该月周模式种类数”数据列中,输入该月所含有的“周计划模式”种类数后,系统会自动进行数据行的插入操作,补齐描述这“周计划模式”信息所需要的数据行。比如,在第一个月计划数据行第1列的数据单元格内输入“3”,则工位月计划数据表变化如下所示:
经过上述操作即可确定描述“推式”工位月计划定义的数据表结构,接下来,就是根据工厂对该工位月计划的实际定义来填写数据表中相应的内容。工位月计划信息数据表的表头名称与定义内容如下:
| 表头项目 | 定义 | 输入数据类型 |
| 该月周模式种类数 | 即该月计划下共有多少个“周计划模式” | 数值 |
| 周模式序号 | 同左 | 数值 |
| 周模式循环次数 | 即该周模式在本月使用几次。每月有4个工作周,因此每月各个周模式循环次数之和等于4 | 数值 |
| 备注 | 同左 | 字符串 |
【备注1】
当需要删除之前所定义的月计划数据行信息,需要先勾选“序号”数据列中对应的月计划左侧的复选框,以选中该月计划数据行,然后再点击数据表头上方的“删除”按钮,删除该月计划数据行信息。
【备注2】
点击数据表头上方的“数据重置”按钮,则系统会清空所有之前输入的月计划数据行信息。
工位的月计划定义信息输入完成后,点击表头上方的“确认”按钮,退出当前的数据表格,系统重新回到前面的“Station初始化”对话框,并且“月计划”按钮已变成浅蓝色显示,提示当前工位已经有了月计划定义,按钮旁边的“n= 2”字符提示,本工位已经有了2个月的计划定义信息。
2.12专用工位的建模
在工厂生产系统中,除了“拉式”与“推式”这两种典型的生产工位,还有很多其他的具有特定运行逻辑、实现特定功能的专用工位与产线。比如升降机工位、检测工位、各类输送链等等,这些工位与产线的建模,仍需按照它们各自专用的运行逻辑,从基本的建模元素构成开始,选用BHTC Simulation的各种建模元素及其组合,来建立它们的仿真模型。